Bonsoir,
Plusieurs sujets de discussions sur la CNC sont actuellement actifs sur le forum. Les tests avec ce type d'équipement présentent souvent les inconvénients suivants :
- coût important de la partie mécanique et la partie commande de puissance nécessitant un étalement des dépenses,
- la CNC est parfois éloignée du lien de développement nécessitant de nombreux aller/retour,
- difficulté de faire des tests sans les actionneurs importants (moteurs PAP, drivers PAP, broche d'usinage, etc...)
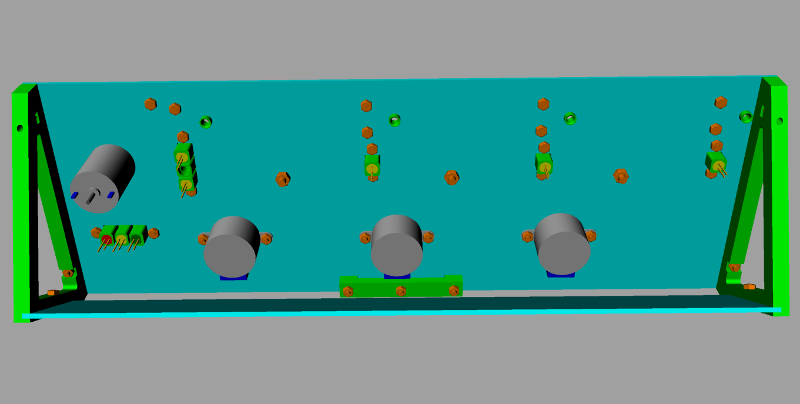
Pour palier à ces inconvénients, j'ai imaginé une maquette de CNC regroupant tous les actionneurs de la CNC mais de faibles puissances et à un coût modique. (Peut être une CNC pour Ken - référence à une autre discussion :))
Première partie :
La première partie porte sur la simulation des axes (X, Y, Z et/ou A). Dans les CNC les axes sont pilotés par un moteur PAP associé à son driver. Les rotations des PAP sont effectuées par l'intermédiaire des entrées du drivers (PAS, DIRECTION et ENABLE).
Pour arriver à une solution très économique, j'ai opté pour un moteur pas à pas unipolaire qui se pilote plus facilement qu'un moteur bipolaire.

La réalisation se limitera à la réalisation d'un permutateur pour une commande bi-phase. Il est possible de faire un permutateur pour une commande en demi-pas mais il sortirait de la simplicité et surtout ferait appel à plus de composants.
Pour simuler nos axes une commande par pas entier est largement suffisante.

Le rôle du permutateur est de délivrer 2 signaux en quadrature (déphasage de 90°) et 2 autres signaux qui sont en opposition de phases (déphasage de 180°).
Les quatre signaux obtenus pilotent alors l'électronique de puissance propre à chaque moteur.

Ce type d'interface (moteur et étage de puissance) est un classique du monde Arduino et se trouve pour moins de 2 euros du côté où le soleil se lève.
Il nous reste à créer l'interface qui permet de transformer nos signaux PAS et DIRECTION en permutateur. La notion de pas peut être assimilée à la notion d'horloge. D'où l'idée d'utiliser de classiques bascules (D, J-K ou autres consœurs...).
Comme ces bascules offrent simultanément deux sorties complémentaires (Q et Q), bingo, déjà la moitié du travail d'effectué.
Maintenant, il nous reste à définir le signal qu'il faut appliquer sur les entrées D des bascules. Un petit rappel sur les bascules, la sortie prend l'état de son entrée lors de la réception du front d'horloge.
Dans le sens de rotation --> "c" est issu de "b" et "a" est issu de "c" ce qui nous donne :
Ea = c . DIRECTION et Ec = b . DIRECTION
Dans le sens de rotation <-- "a" est issu de "d" et "c" est issu de "a" ce qui nous donne :
Ea = d . DIRECTION\ et Ec = a . DIRECTION
soit :
Ea = (c . DIRECTION) + (d . DIRECTION)
Ec = (b . DIRECTION) + (a . DIRECTION)
Si l'on veut traduire ces équations avec des circuits logiques, il nous faudra 4 portes ET, 2 portes OU, 1 porte NON et 2 bascules D. Bref pas très économique !!!
Si l'on exploite la particularité que les sorties a et b sont complémentaires ainsi que c et d, nos équations deviennent :
Ea = (d\ . DIRECTION) + (d . DIRECTION)
Ec = (a\ . DIRECTION) + (a . DIRECTION)
Miracle, c'est l'équation du OU EXCLUSIF (circuit va et vient de l'électricien)

Maintenant notre schéma de commande se réduit à 2 bascules D (CD4013 en contient 2) et 2 ou exclusif (CD4070 en contient 4).
Comme il reste 2 ou exclusif non utilisés, on va les utiliser pour réaliser notre entrée ENABLE.

Finalement notre driver de moteur PAP compatible CNC se réduit à :
- 1 x CD4013 (0,50 €)
- 1 x CD4070 (0,50 €)
- 1 patine Moteur PAP + ULN2003 (2,00 €)
- un peu de divers (1,00 €)
Soit un axe pour 4,00 €, il va être difficile de faire moins onéreux (4 axes opérationnels pour les tests pour 16,00€)
(4 axes opérationnels pour les tests pour 16,00€)
Prochaine étape : la réalisation de la simulation de la broche (moteur DC, pont en H, commande)
Le simulateur de broche pourra se piloter en vitesse variable dans les deux sens et disposera des entrées DIRECTION, VITESSE et ENABLE).
... à suivre ...