Yes, I don't know about you, but I could never use such a chunky strand. It would spill excess solder all over my joins. I suspect you're not doing very small work.
Also I take issue with any idea of applying solder to the iron instead of the join. The only time I ever do that is when I have to prep a pad for a specialized connection like a fly lead. Even then, it's only a tiny drop on the iron, the rest of the procedure is as usual, heat both objects and apply solder. The solder bead on the iron just helps heat up the work faster and more evenly. In normal work I would never do that, it risks getting insufficient deox on the work.
Hmm.
Have you actually TRIED using a more typical flux-core relatively fine (0.8mm) electronics solder, or is your "alternative technique" just a result of learning to work with the solder and tools that you have available? (it sounds like you have a good soldering iron. After putting together Heathkits with one of those soldering pencils that ate through it's solid copper tips at a furious rate, I was extremely impressed at how much difference a professional grade temperature-controlled iron made...)
That is a page out of my past. It was about 10 years ago when my last Archer (Radio Shack) soldering iron tip got so short that I could not use it anymore and I could not find replacement tips. I bought a rather cheap Chinese temp controlled iron that ate tips until I found some that actually last well. I actually enjoy soldering again. To paraphrase Robert Duvall, I love the smell of rosin in the morning.
I've not had an issue with oxidizing on the tip. My soldering tips are Weller and they seem to last forever. As for the solder, I don't understand what you mean by oxidize.
My procedure:
clean the tip with the wet sponge
put a small amount of solder on the tip
place the tip so the molten solder on the tip touches both the copper pad and the through hole item.
when it is melting, feed in a little more solder. My solder is either 0.015" or 0.031" diameter. I use which ever fits the joint I am soldering.
It definitely lengthens tip life and any tendency to erode tip material.
With modern irons now able to get to heat in 5 seconds or less, it is a definite advantage.
I have mine at work drop into hibernation after 5mins of no use and into sleep after 30mins.
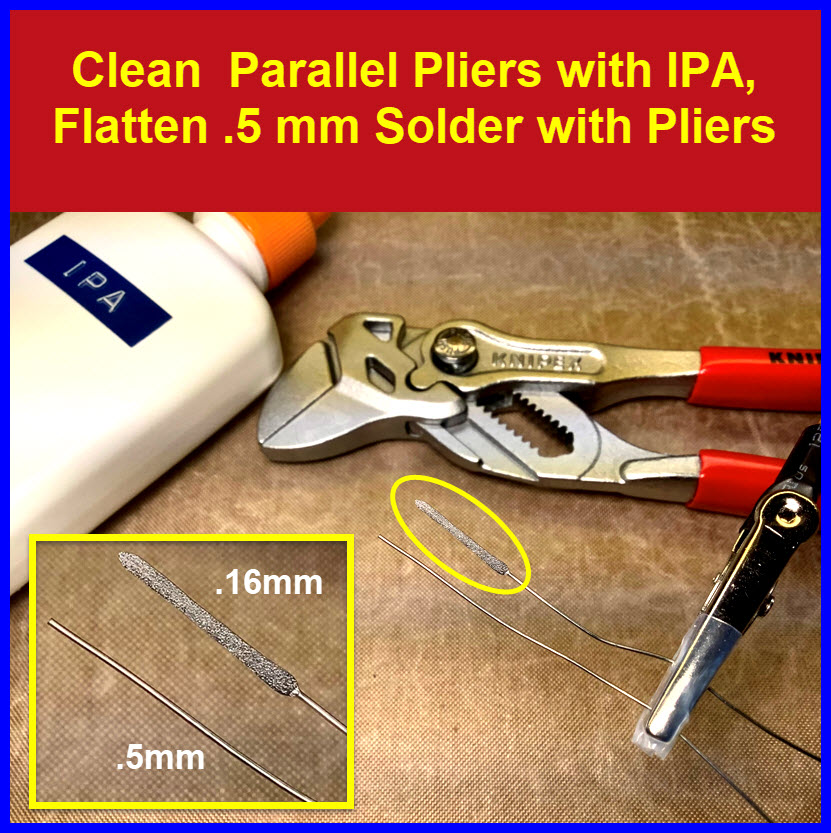
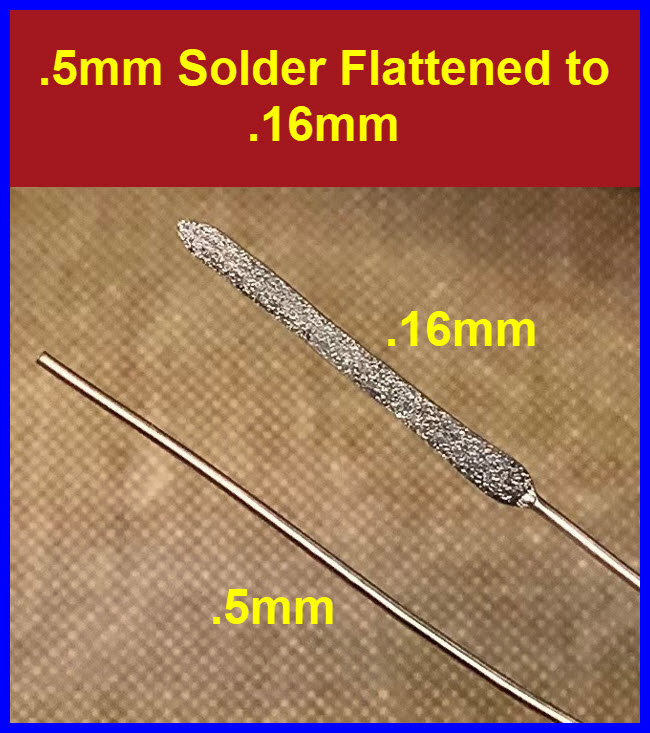
Yes, I don't know about you, but I could never use such a chunky strand. It would spill excess solder all over my joins.
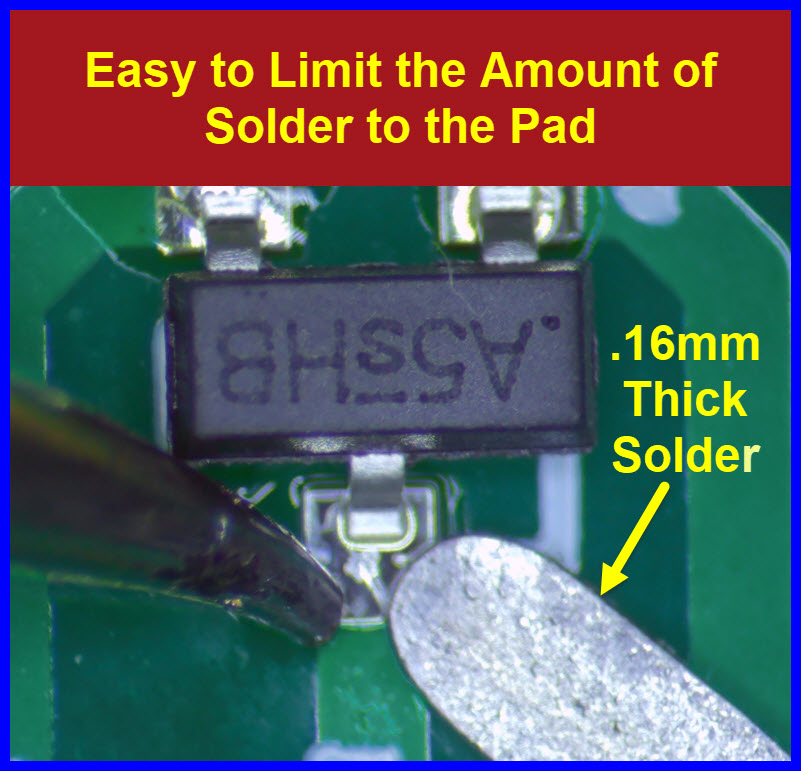
With the method I use I don't run in to that problem at all. As @westfw noticed the strand stays still on the desk (or maybe perched close to the work area), and I melt off the small amount that I need for that specific solder job.
With the standard method, you can adjust the applied amount while the actual join is in progress. That eliminates the necessity of guessing how much you will need.
I had read about Eutectic/Non-Eutectic alloys and ran through the list of cons. None of them really bothered me.
I didn't know 50/50 was known for being brittle, but I don't think that's come up.
Here are as far as I know the big ones on the list:
Eutectic solder flows much better than non-eutectic solder. The solder flows nicely for me .
Non-eutectic solder will go through a period of partly solid and partly liquid states during solidification. At this time, if any parts shifts or reflow process is interrupted it can cause cracks in the solder joints (hot-cracking). I don't move the lead or the pin until the solder is completely cooled, and it's rare that I solder anything where flex is an issue. I have not experienced any high-pitched whine or inconsistent electrical results once I'm happy with the results so I don't think I've suffered from hot cracking.
Similarly, I don't end up with cold joints, burned joints, or insufficient wetting.
I have my own theories as to why the common solder joint problems happen with flux/rosin core, but I don't have issues with them due to my method.
Is there more information about what's meant by brittle? Do I have to be especially concerned about pin wiggling causing the pin to separate from the solder over time?
Have you actually TRIED using a more typical flux-core relatively fine (0.8mm) electronics solder
Yes; somewhat regularly in the past, but not really since getting the TS100. I've been considering 'going ham' and getting the absolute best solder to do fresh experiments, but with shipping and tax it feels like too much to justify for a "maybe I'll like it a bit more".
is your "alternative technique" just a result of learning to work with the solder and tools that you have available?
It's probably true that the technique is from soldering with the tools I've had available, but I'm also always digging deeper and trying different things even when I think I have something figured out.
I've also only "recently" started taking soldering seriously and soldering electronics in any meaningful way. I had a pencil iron up until a couple years ago (those copper tips are flimsy AF!).
Since then I've been learning steadily and while I brought some of the techniques from the past I have not been afraid to toss them out. I don't feel held back at all.
As for the solder, I don't understand what you mean by oxidize.
It feels like an oxygen thing, but as you're questioning I'm now wondering whether it's just impurities collected from the air. From a visual inspection, what happens is that with enough heat*time the solder on the tip will start to turn grey and almost 'wrinkly'. It does not conduct well and therefore does not easily wick. Possibly it's more like slag than oxidization? Adding flux cleans it up, but it slows me down if I have to clean up the tip every time I reach for it.
My procedure:
Mine is almost exactly the same, but I just put the solder from step 4 on in step 2, and add flux to the pad/lead around step 0
That eliminates the necessity of guessing how much you will need.
That did used to be a big con of this method, but I've gotten good enough at guessing that it feels satisfying to take the blob and watch it wick right in to the ideal fillet.
That is oxidation. It happens quickly, which is why it's really not a good idea to heat the solder prior to application.
If you are doing multiple joins serially, the flux application from the last join carries over on the iron, so you don't have to clean it each time. "tinning" the iron is only necessary once in a while.
The "wrinkly" result is from the flux burning up.
You need the nice bit there, "tin your tip", for best heat transfer.
Wipe it on your damp sponge regularly - before it starts looking crummy.
Just to be clear: when I keep the iron around the melting point of the solder (currently 260C), the oxidization barely happens and quick wipe cleans it right up. Like maybe once or twice for a PCB with ~50 populated holes.