Merci beaucoup désolé j’ai pas pu répondre avant le forum me permet que 10 réponses le premier jour
C’est bon ça fonctionne les moteurs tournent !!!
Mais j’ai quand même un autre problème elle me fait des gravures énormes alors que les images sont en mm donc elle va sans cesse en butée est-ce qu’il y a un moyen de régler ça j’ai essayé de mettre les images toutes petites mais elle va quand même en butée.
Super, belle avancée.
Tout se configure dans GRBL, regardes ici.
Si tu ne t'en sort pas, dis moi les déplacements X et Y maximum en mm ainsi que le pas de tes vis X et Y.
Si possible, listes moi les paramètres, c'est la commande $$ et colles-les dans la réponse.
@68tjs a fait une remarque concernant le fonctionnement en fractions de pas. Si GRBL est configuré pour piloter une CNC qui est supposée tourner en 1/16 de pas alors que les drivers sont configurés en pas entier les gravures seront 16x plus grandes. Il faudrait peut-être s'assurer que tu n'es pas dans ce cas.
Ok si c'est configurable.
Mais quel est la configuration qui peut faire comprendre à GRBL que, suite à une erreur de schéma dans la carte utilisée, le pilote est bloqué sur des pas entiers, qu'il est dans l'impossibilité de faire des 1/2, 1/4, 1/8 ou 1/16 de pas ?
Concernant tes problèmes de dimensions, je te donne des exemples de paramétrage de GRBL concernant les pas/mm
Actuel tel que celui que je t'ai envoyé
$100=250.000 (x, step/mm)
$101=250.000 (y, step/mm)
Courroie (LASER) 32 mm/tour Microstepping 1/16
$100=100.000 (x, step/mm)
$101=100.000 (y, step/mm)
Vis (CNC) 4 mm/tours Microstepping 1/16
$100=800.000
$101=800.000
Pour modifier ces paramètres, c'est ici. Tu peux très bien faire ça depuis le Moniteur série de l'IDE Arduino, à 9600.
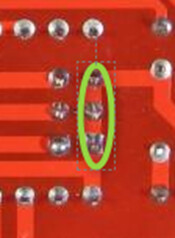
Que ta transmission soit par courroie ou par vis, tu es obligé, pour des raisons de précision, de faire du microstepping et ta carte a aussi un défaut de ce côté-là, c’est-à-dire que le commun des cavaliers,
au lieu d’être au +5V, sont au GND !
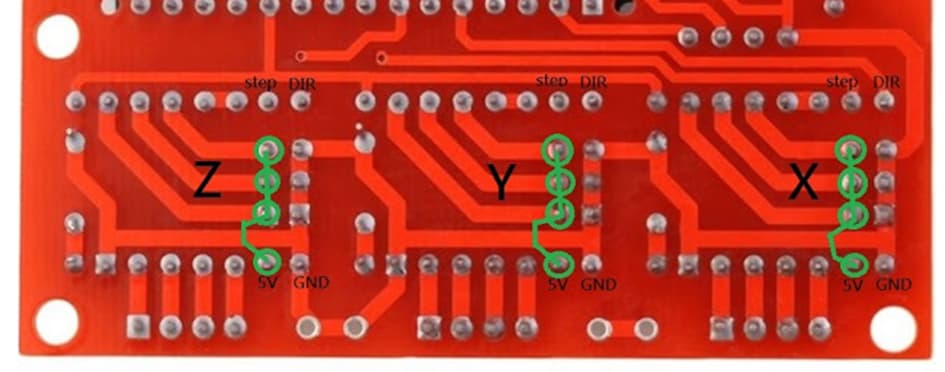
Le plus simple pour corriger le tir est de se passer des jumpers de réglage et de faire les ponts au +5V. directement sous le PCB, ainsi:
Je préfère, je ne voyais pas comment une configuration allait corriger un matériel défectueux .
Réflexion complètement personnelle : l'A4988 (Allegro Microsystems) est moins cher (~1€) que le DRV8825 (Texas Instrument) (~3,5€) mais ce dernier me paraît plus performant (capacité en tension, en courant (avec radiateur) et en µ_pas : 1/32e).
D’accord merci mais il y a quelque chose que je ne comprends pas dans grbl, le max travel est réglé à 200mm max pour les axes x,y
Et ma graveuse peut graver sur du 300 par 300 alors pourquoi elle va en butée si elle est plus grande que les paramètres max?
Bonne question à laquelle je ne sais pas répondre, je ne connais pas GRBL.
Tu devrais si ce n'est pas encore fait faire la correction indiquée : passer les points communs de MS0/1/2 de 0 V à +5 V.
La manip de jpbbricole ne permet pas de faire toute la gamme de µ pas, mais tu seras en 1/16 de pas et tu verras bien si tu pars toujours en butée.
En fonction du résultat il faudra améliorer (ou pas) la compréhension des réglages de GRBL.
J’ai encore une petite question pour le branchement du laser. J’ai un laser qui a une alimentation externe pour la puissance.
J’ai branché le signal pwm sur le z- du pcb mais quand je lance une gravure sans les moteurs juste pour voir si le laser s’allume au bon moment bah il le fait pas, est-ce que mon branchement est correct?